










Виды обработки и продукция:
Высечка упаковки любой сложности с формированием биговочных линий.
— гофрокартон, микрогофрокартон – коробки, лотки, упаковки для пиццы, ящики.
— сотовый полипропилен — транспортные упаковочные короба, обечайки, промышленная транспортная упаковка, упаковка для крупногабаритных изделий и внутрицеховая тара.
Вырубка сложноконтурных изделий
— картон, паронит –пазлы, прокладки, уплотнительные элементы.
— ткань, войлок, кожа, полимерные материалы и пленки – сувенирные магниты, обрубка облоя для блистерной упаковки, одноразовой посуды, лотков.
— полимерные вспененные материалы – уплотнители, тепло- и шумоизоляционные прокладки, мягкие пазлы, мягкие детские конструкторы, вкладыши в упаковку, различные профили для защиты торцов и углов мебели, для изготовления объемных магнитов.
Принцип работы
Валковый пресс имеет два расположенных друг над другом стальных вала, на верхнем надета рубашка из пластиковой трубы.
Основным формообразующим элементом является штанц-форма, состоящая из листа фанеры со вставленными в пропиленные пазы режущими, биговальными, перфорационными ножами.
При подаче штанц-формы с уложенной на нее заготовкой между вращающимися валами, происходит врезание ножей в бандаж и вырубка изделия с формированием биговочных линий.
При подаче заготовки в зону вырубки штанцформу обычно разворачивают с углом захода 10-15 град. Это увеличивает стойкость ножей. Поэтому максимальная ширина штанцформы по фронту зависит от ее длины (с учетом угла разворота штанцформы).
Конструктивные особенности
В нашем станке есть много интересных и нужных мелочей, делающих его очень надежным, а работу на нем более комфортной.
БЛОК ПРОКАТНЫХ ВАЛОВ состоит из :
НИЖНЕГО ВАЛА, имеющего поверхностную твч-закалку высокой прочности и хромированное покрытие.
Допуск по биению не более 0,03 мм.

ВЕРХНЕГО ВЫРУБНОГО ВАЛА, состоящего из толстостенной стальной трубы с одетым на него полимерным бандажом (труба полиэтиленовая 160х6.2 или 200х11.2).
Использование пластиковой трубы в качестве БАНДАЖА позволяет клиенту:
1. не иметь проблем с необходимостью в его проточке в случае неравномерного износа, как это происходит с литыми бандажными валами.
2. не использовать никакие грузоподъемные средства при замене,
3. не зависеть от поставщика оборудования.
Возможна комплектация станка валом с ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ.
РЕГУЛИРОВКА РАССТОЯНИЯ МЕЖДУ ВАЛАМИ очень точная, в пределах 0,1мм. Вращение ручки регулировки приводит к передаче через червячные приводы на обе стороны вала, далее на винтовые пары. При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.
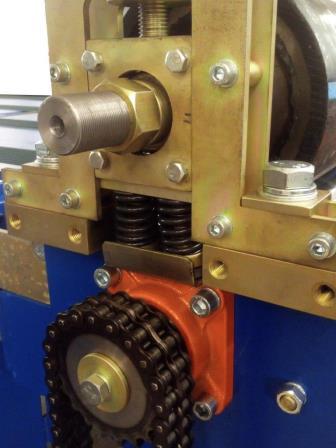
Для улучшения работы вырубного механизма применен принцип "вывешивания верхнего вырубного вала".
При вырубке на верхний вал действует нагрузка, равная усилию вырубки. Вал немного поднимается вверх (на величину люфта в регулировке зазора). После вырубки нагрузка резко падает до нуля - в этот момент вал опускается вниз. Если верхний вал "висит" на винтовой передаче и искусственно не поджат к верхней точке, т.е. не выбраны люфты, то при работе будут возникать ударные нагрузки на винтовые передачи. В наших прессах эта проблема решена конструктивно. Вал все время поджат к верхней точке за счет распорных пружин и ударов не возникает.
ПЕРЕДАЧА ВРАЩЕНИЯ НА ВЕРХНИЙ ВАЛ - необходимое условие для качественной вырубки и долговечности формы. Если в момент входа формы в зазор между валами верхний бандажный вал будет находиться в покое, то форма врежется в него заходными ножами, что приведет к их быстрому выходу из строя.
Кроме того, принудительное вращение на вал желательно только для его разгона. Далее, когда штанцформа входит в зазор между валами, передача вращения от ведущего вала на ответный производится уже самой формой. Поэтому в этот момент жесткая передача будет только вредить.
Чтобы были выполнены оба эти взаимоисключающие условия, передача вращения выполнена в виде ремня. В стартовый момент разгона она позволяет раскрутить бандажный вал, а в момент вырубки, даже при несоответствии окружных скоростей валов, будет проскальзывать.

ПЕРЕМЕЩЕНИЕ ШТАНЦФОРМЫ при вырубке происходит с помощью транспортерных лент, что облегчает труд операторов и ускоряет процесс работы.


ПРИВОД вращения вырубных валов оснащен плавным пуском и остановом с регулировкой скорости, что хорошо влияет на динамику работы станка, плавность и мягкость работы, а, следовательно, и на износ всех приводных механизмов. В результате повышается его долговечность.

ПАНЕЛЬ УПРАВЛЕНИЯ работает в трех режимах:
1. ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов)
2. автоматический (реверсивное перемещение формы с остановкой-паузой для загрузки-выгрузки)
3. наладка (перемещение формы с пульта управления)
Основной режим работы - автоматический, когда операторы устанавливают время паузы для загрузки-выгрузки раздельно на каждой половине стола. Так оператор освобождается от необходимости нажимать кнопки для начала цикла.

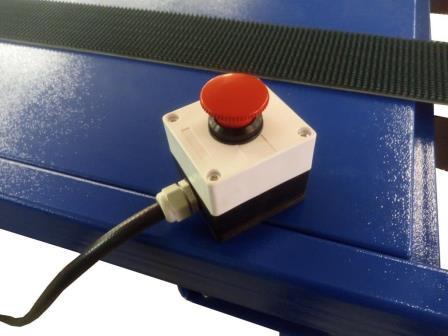
ПЕРЕНОСНОЙ ПОСТ РУЧНОГО УПРАВЛЕНИЯ имеет магнитные "присоски", надежно удерживающие его на любой металлической поверхности стола, в том числе боковой.
Конструкция кнопки выполнена с применением индуктивного датчика, что исключает механические переключения, как это происходит в обычной кнопке. Таким образом ее надежность очень высокая.
ВИДЕО ДЛЯ ПРОСМОТРА МОЖНО СКАЧАТЬ
https://disk.yandex.ru/d/8lKFHzrsgdzs1Q
